1. Introduction to Design for Recyclability
Design for recyclability addresses one of the central challenges of contemporary fashion: how to ensure that garments can meaningfully re-enter production systems at the end of their use phase. As textile waste continues to grow and virgin resource extraction remains dominant, recyclability has become a critical pillar of circular transition strategies. This section clarifies the concept of recyclability, distinguishes it from related practices such as upcycling, and outlines the systemic, environmental, and design implications that make it an urgent priority within sustainable fashion.
1.1 Learning Objectives
By the end of this module, learners should be able to:
-
Define design for recyclability as a strategic approach in fashion design
-
Distinguish between mechanical, chemical, and biological recycling systems
-
Identify material and construction choices that enable or hinder recyclability
-
Analyse how fibre blends, trims, coatings, and finishes impact end-of-life recovery
-
Evaluate the limitations and trade-offs of recycling within circular systems
-
Apply recyclability principles when developing a garment concept
1.2 Definition and Scope
Clothing recycling refers to breaking down used garments into raw materials that can be reprocessed into new products. This differs from upcycling, which transforms existing garments into new items without reducing them to fibre form (Recovo, n.d.).
It is important to distinguish between recycled and recyclable materials. Recycled garments are made from materials that have already been processed back into raw form and reused to create new textiles or products. Recyclability, by contrast, refers to the capacity of a product or material to be collected, disassembled, and reintroduced into the manufacturing cycle without significant loss of quality or functionality (Redress, n.d.).
Recyclability is largely determined at the design stage. Choices regarding material composition, construction methods, trims, and labeling influence whether a product can be effectively recovered. Barriers such as incompatible fibre blends, complex constructions, and inconsistent labeling continue to limit textile recovery. Moreover, being recyclable does not guarantee being recycled; actual recovery depends on available technology, infrastructure, market demand, and consumer participation.
Recycling in fashion operates at several levels (Baloyi et al., 2023):
Fibre recycling – mechanically breaking down fabrics into fibres (e.g., turning used cotton textiles into new cotton fibre), which can then be spun and reprocessed into textile products.
Polymer recycling – chemically depolymerising synthetic fibres such as PET or nylon back into monomers, which can then be respun into new materials.
Component recycling – reusing garment elements such as buttons, zippers, or trims in new products.
Closed-loop recycling keeps materials within the textile sector, whereas open-loop recycling redirects them into other industries (Ellen MacArthur Foundation, 2017).
Designing for recyclability therefore means creating garments from the outset with end-of-life recovery in mind. It involves deliberate decisions about materials, construction, labeling, and traceability to ensure that products can meaningfully re-enter production systems.
1.3 The Urgency of Recyclability in Fashion
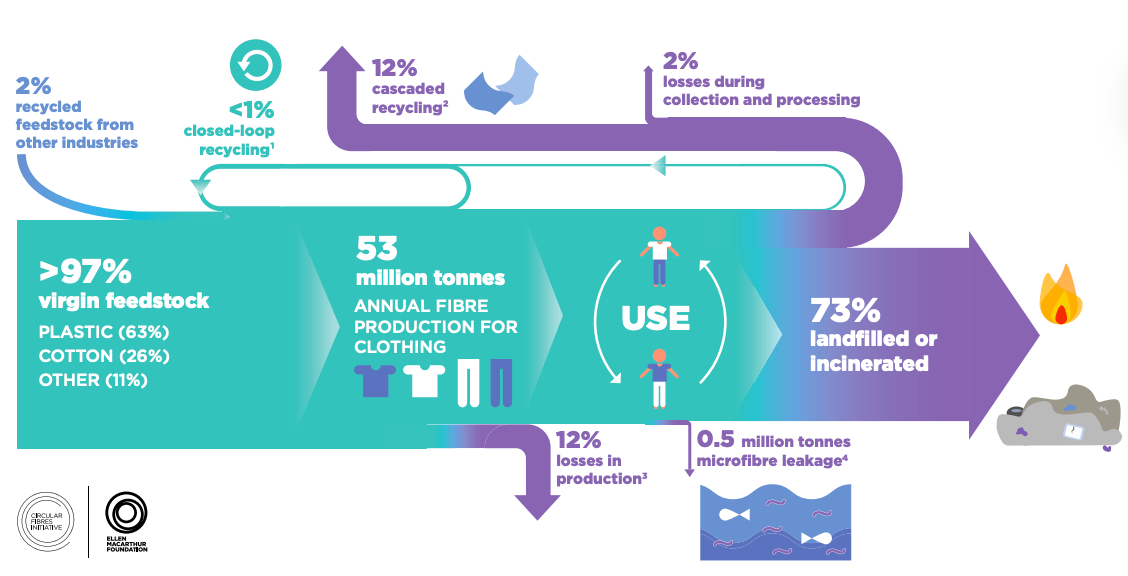
The fashion industry is highly resource-intensive, generating waste and emissions at every stage—from raw material cultivation to end-of-life disposal. Each year, approximately 92 million tonnes of textile waste are produced globally, equivalent to a truckload of clothing landfilled or incinerated every second (Ellen MacArthur Foundation, 2023). Over 80% of textiles exit the system at disposal without any form of recovery.
Currently, less than 1% of textiles are recycled into new clothing, while more than 97% of fibre inputs come from virgin resources (Ellen MacArthur Foundation, 2017). These figures highlight the structural imbalance between production and recovery and underscore the need to redesign textiles with recovery in mind.
Figure 1. Global Material Flow for Clothing in 2015 (Ellen MaCarthur Foundation, 2017) retrieved from: https://content.ellenmacarthurfoundation.org/m/7f818b40f06e1afd/original/Summary-of-findings-A-New-Textiles-Economy.pdf
Circular business models—repair, resale, rental, and remaking—could generate USD 700 billion by 2030 while significantly reducing waste and emissions. Regulatory frameworks are accelerating this transition. The EU Strategy for Sustainable and Circular Textiles (2022) mandates that textile products sold in the EU must be durable, repairable, and recyclable by 2030. Extended Producer Responsibility (EPR) policies require producers to finance and manage end-of-life collection and recycling systems.
Although textile-to-textile recycling is considered a critical pathway to impact reduction, it remains in its early stages. Most recycled textiles currently available are derived from recycled PET bottles rather than fibre-to-fibre systems (Sandin, 2025). Scaling fibre-to-fibre recycling is therefore identified as a priority within the EU strategy.
These developments signal a systemic shift—from linear production and planned obsolescence toward material stewardship and circular responsibility.
1.4 Designers as Change Agents
Designers play a pivotal role in shaping circular systems. The European Commission (2020) estimates that up to 80% of a product’s environmental impact is determined during the design phase, when decisions about materials, construction, and end-of-life pathways are established.
Designing for circularity requires end-of-next-life thinking: anticipating how materials will be recovered, reprocessed, and recirculated after the use phase (Ellen MacArthur Foundation, 2023). This approach is grounded in:
-
Systems thinking – understanding garments as part of interconnected networks of fibre producers, manufacturers, recyclers, retailers, and users.
-
Material literacy – recognising how fibre properties, blends, finishes, and construction techniques influence recyclability.
-
Collaboration – aligning design decisions with technological capabilities and post-use infrastructure.
The Butterfly Diagram developed by the Ellen MacArthur Foundation illustrates a hierarchy of circular strategies. Inner loops—maintenance, repair, and reuse—retain the highest material value, while recycling represents a later recovery stage.
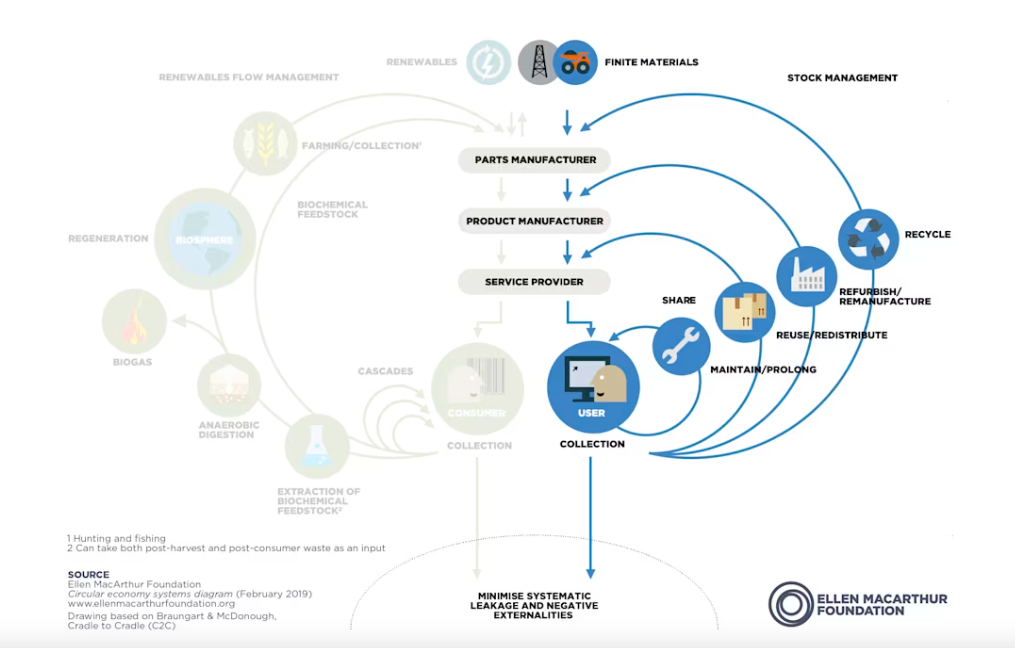
Figure 2. The technical cycle of the butterfly diagram, from Ellen MacArthur Foundation Circular economy systems diagram (February 2019) retrieved from: https://www.ellenmacarthurfoundation.org/articles/the-technical-cycle-of-the-butterfly-diagram
For fashion design, this means prioritising durability and repairability while ensuring recyclability is embedded from the start. Under EPR systems, producers—and increasingly consumers—share responsibility for returning garments into circulation. Clear communication through labeling, storytelling, and Digital Product Passports (DPPs) helps users understand how to maintain materials within the system.
In this context, design becomes both a technical and ethical practice, guiding the transition from linear consumption toward regenerative models.
1.5 Lifecycle thinking and design for disassembly
Designing for recyclability requires lifecycle thinking: considering how garments move through phases of use, care, repair, and eventual recovery (Ellen MacArthur Foundation, 2017; Ellen MacArthur Foundation, 2023).
A key strategy is design for disassembly, which ensures that materials can be separated into clean streams for recycling. This requires simplifying material combinations and avoiding constructions that prevent separation (Redress, n.d.; Mindful Fashion New Zealand, n.d.).
Two principles guide this process:
-
Material efficiency – using resources effectively, minimising waste, and reducing incompatible material mixes (Ellen MacArthur Foundation, 2023).
-
Design as activism – embedding responsibility and transparency into design decisions to challenge the take-make-waste paradigm (Ellen MacArthur Foundation, 2017).
By planning for reuse, redistribution, remanufacturing, and repair, designers keep garments circulating within higher-value loops. Recycling should remain the final step, activated only when further use is no longer possible. Lifecycle thinking ensures materials are not lost to landfill but continue contributing value within circular systems.
2. Historical Context: Reuse and Recycling in Fashion
Textile recycling is often presented as a contemporary innovation, yet practices of material recovery have deep historical roots. Long before sustainability became a formalised concept, economic necessity and material scarcity drove systems of repair, reuse, and fibre regeneration.
2.1 Pre-Industrial Circular Practices
Before the Industrial Revolution, textiles were produced through slow and labour-intensive processes—spinning, weaving, and hand-sewing—which made garments valuable and rarely discarded. Clothing was routinely repaired, resized, and repurposed, often circulating across generations. In many households, children’s garments were cut down from adult clothing, and leftover fabric was reused for accessories or domestic items (Blum, 2018).
Early forms of textile recovery also existed. Across Europe, discarded rags and cloth remnants were collected and sold to industries such as papermaking or low-grade fibre production. This early rag trade reduced reliance on new raw materials and represents one of the first organised systems of material circulation.
2.2 The Rag and Mungo Industry
By the 18th and 19th centuries, textile reuse had developed into an established secondary economy. In Britain, rag collectors gathered unwanted household textiles and sold them to merchants, creating supply chains that supported industries such as mattress stuffing, papermaking, and early textile regeneration.
A particularly influential example emerged in Prato, Italy, where textile recycling shaped local identity for centuries. Prato became known for its carded wool (cardato) industry, which regenerated fibres from discarded wool garments and tailoring offcuts. A major turning point occurred in the mid-19th century when Giovanni Battista Mazzoni refined spinning and carding machinery, enabling efficient shredding and reprocessing of waste textiles.
This innovation laid the foundation for Prato’s contemporary textile ecosystem—an interconnected network of small and medium enterprises, each specialising in a stage of the recycling process. Today, the district recycles over 100,000 tons of post-consumer textiles and production scraps annually (Cardato Riciclato Pratese, 2023).
Meanwhile, in Yorkshire, Britain, the shoddy and mungo trades developed as early industrial fibre-recycling systems. Beginning around 1813, manufacturers shredded rags and blended the fibres with virgin wool to produce shoddy cloth—a cost-effective textile enabled by advances in mechanised spinning and carding during the Industrial Revolution.
Together, these systems demonstrate how necessity, technical knowledge, and mechanisation produced some of the earliest examples of textile-to-textile recycling.
2.3 Decline and Re-emergence
Industrialisation transformed textile production, dramatically lowering costs and increasing output. As garments became cheaper and easier to replace, traditional practices of repair and reuse declined.
During World War II, material shortages temporarily revived repair culture under campaigns such as Make Do and Mend. However, post-war economic growth and the rise of fast fashion in the late twentieth century accelerated overproduction and normalised disposable consumption. Globalised manufacturing, the expansion of synthetic fibres, and falling prices further distanced consumers from the material value of clothing.
In the 21st century, this trajectory has begun to shift. Environmental concerns, resource scarcity, and growing awareness of labour conditions have renewed interest in extended use and material recovery. Consumer research (Textile Exchange, 2023) indicates increasing demand for durable, repairable, and recyclable garments, while regulatory frameworks—most notably the EU Strategy for Sustainable and Circular Textiles and Extended Producer Responsibility (EPR) schemes—require brands to integrate recovery systems across the value chain (European Commission, 2022).
This renewed focus echoes earlier traditions of care and efficiency but is now supported by technological innovation and emerging recycling infrastructure. Historical systems such as Prato’s cardato model illustrate how longstanding regional expertise can inform contemporary circular textile strategies.
From early rag-collecting networks to industrial shoddy mills and Prato’s carded-wool district, textile reuse has deep historical roots. What distinguishes the present moment is the scale of global production and the technological capacity to recover fibres industrially. The next section examines the fibre properties, material constraints, and technological processes that underpin modern textile-to-textile recycling.
3. Materials and Fiber Science for Recyclability
Understanding recyclability requires moving from historical context into material science. The ability of a garment to re-enter production systems depends on fibre composition, chemical structure, construction, and compatibility with existing recycling technologies. This section examines how textile recycling processes function at material level, highlighting the technical constraints and design decisions that determine whether fibre-to-fibre recovery is possible.
3.1 Understanding Textile Recycling Processes
Textile recycling begins long before fibres are broken down. The collection and sorting phase is one of the most crucial—and most challenging—steps in the process. Successful recycling depends on the quantity, purity, and separability of recovered materials.
In Prato, Italy, skilled workers known as cenciaioli still sort garments by hand, organising them by fibre type and colour to optimise mechanical recycling. This precision-based system contributes to Prato’s reputation for high-quality regenerated wool.
Effective recycling requires more than collection. Designers influence recyclability by:
-
Selecting mono-materials or compatible fibre blends that are easier to process,
-
Using construction methods that allow disassembly,
-
Providing accurate material documentation and disposal guidance (e.g., through labelling or Digital Product Passports).
Once garments are collected, they typically undergo mechanical or chemical recycling. According to Recovo (2023), the general textile recycling process involves six stages:
-
Collection – Retrieval of used garments through donation, take-back schemes, or recycling programs.
-
Sorting – Organising by fibre type, colour, and quality.
-
Shredding – Mechanically reducing textiles to fibre form.
-
Cleaning – Removing dyes, finishes, and contaminants.
-
Processing – Respining or forming new yarns and fabrics.
-
Manufacturing – Creating new textile products.
As illustrated in Figure 3, value retention varies across recycling pathways, echoing the hierarchy presented in the Butterfly Diagram (Figure 2). Inner loops preserve more material value, while outer loops involve greater structural transformation.
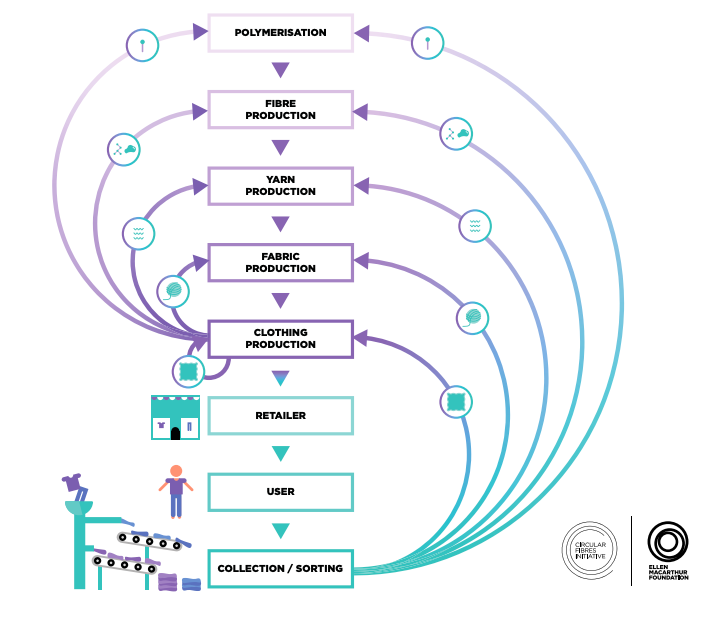
Figure 3. Value capture of textile recycling at various levels (Ellen McArthur Foundation, 2017)
Fabric Recycling (Inner Loop)
Fabric recycling reuses intact textile pieces—factory offcuts, deadstock, or large garment panels—to create new products. It requires minimal technology but remains limited in scale, as fabric pieces are often small or inconsistent. This method is more common in upcycling and small-batch production than in industrial systems.
Yarn Recycling (Second Loop)
Yarn recycling recovers yarns from knitwear or woven textiles. Frequently seen in small-scale creative practices (e.g., unraveling sweaters for re-knitting), it remains labour-intensive and limited to specific garment constructions.
Fiber Recycling (Intermediate Loop)
Fibre recycling—often referred to as mechanical recycling—is one of the most widespread forms of textile recovery. Garments are sorted by colour and composition, shredded, carded back into fibre form, and then respun.
Mechanical recycling is widely applied to wool, cotton, and polyester. It offers scalability and relatively low energy input compared to chemical processes. However, significant limitations remain:
-
It cannot separate blended fibres (e.g., cotton-polyester mixes).
-
It cannot remove dyes or finishes, affecting colour consistency and purity.
-
The shredding process shortens fibres, reducing strength and softness.
To maintain fabric quality, mechanically recycled fibres are often blended with virgin fibres such as long-staple cotton or polyester. While this maintains performance, it introduces new raw materials into the system.
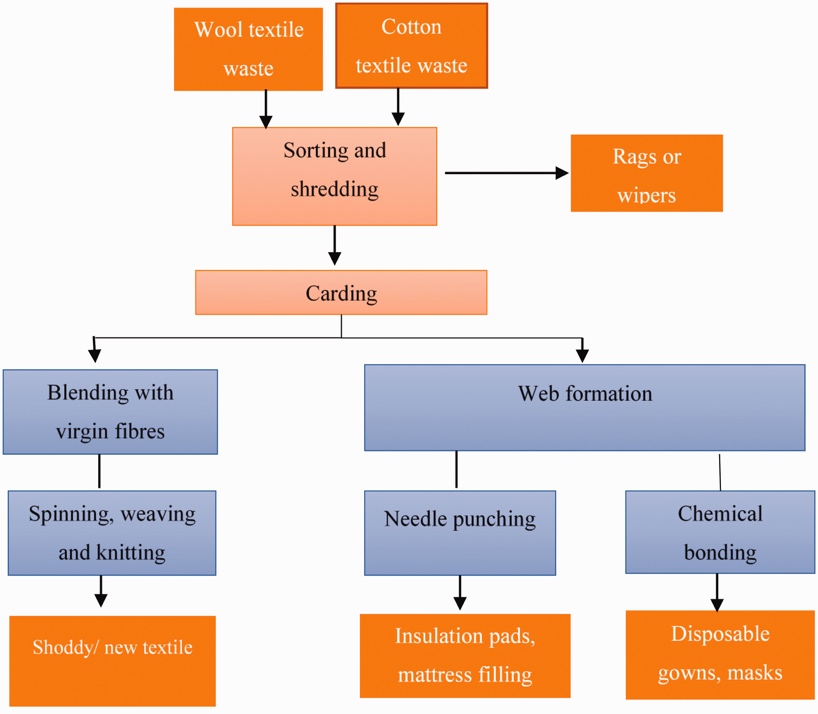
Image 1. Mechanical recycling technologies for natural origin fiber (Baloyi, 2023)
Polymer Recycling (Outer Loop)
Chemical recycling breaks fibres down to the polymer or monomer level and is applicable to synthetics (e.g., PET, PA) and certain cellulosics (e.g., cotton, viscose).
Polymer recycling destroys fibre structure but preserves polymer chemistry. Two main pathways exist:
-
Mechanical polymer recycling – Melting and extruding mono-material synthetics such as polyester or nylon.
-
Chemical polymer recycling – Dissolving textiles with solvents to separate cellulose-based fibres (e.g., cotton, viscose) from synthetics (e.g., PET, PA). The recovered cellulose pulp and synthetic polymers can be reconstituted into virgin-equivalent fibres, with dyes and contaminants removed.
Monomer Recycling (Outermost Loop)
Monomer recycling breaks polymers down into their basic monomer units, enabling the creation of virgin-quality fibres. It represents the most advanced form of fibre-to-fibre circularity. Despite its potential, it remains costly, chemically intensive, and limited by infrastructure constraints (Ellen MacArthur Foundation, 2017).
To scale textile recycling effectively, design and recycling systems must be aligned (Ellen MacArthur Foundation, 2017). Designers can accelerate progress by selecting recyclable materials, reducing incompatible blends, and implementing transparent labelling systems that support accurate sorting.
When brands commit to recycled feedstock, they generate market demand that stimulates investment and technological innovation within recycling industries. Design decisions made at the beginning of a garment’s life therefore directly influence its recovery potential.
3.2 Recyclability by Fiber Type
It is important to distinguish between biodegradable fibres and recyclable fibres. Biodegradable fibres decompose naturally and return to the ecosystem, as seen in natural fibres such as cotton, silk, hemp, bamboo, and wool. Synthetic textiles may degrade over extended periods but often contain chemical additives and do not biodegrade in environmentally beneficial ways.
Natural fibres that are biodegradable can also be recycled and retained within circular systems. Typically, natural fibres are recycled mechanically, while synthetic fibres undergo chemical or thermomechanical recycling (Close the Loop, 2025).
| Fiber | Mechanical | Chemical | Key Issues |
|---|---|---|---|
| Cotton | Yes | Yes (via cellulose dissolution) | Dye contamination |
| Wool | Yes | Limited | Fiber length loss |
| Polyester | Yes (limited) | Yes (depolymerization) | Blends, finishes |
| Nylon | Yes | Yes | Costly |
| Elastane | No | No | Contaminant in blends |
3.3 Blends, Dyes, and Finishes
Fibre blends present one of the greatest obstacles to textile recycling. Because each fibre type has distinct chemical and physical properties—such as melting point, fibre length, and degradation behaviour—mixed textiles are difficult or costly to separate.
Elastane (spandex) is a particularly problematic example. Even at 2%, elastane can contaminate entire recycling batches. Denim jeans, often 97–99% cotton but containing small elastane percentages, are therefore extremely difficult to recycle at scale.
To address this issue, researchers are developing selective dissolution and chemical separation technologies capable of isolating fibre types, such as separating cotton from polyester. For example, Circ uses a water- and chemical-based process to recover up to 90% of original materials. The resulting high-purity cellulose can substitute for wood pulp in regenerated fibres such as lyocell and viscose. However, these processes remain energy-intensive and expensive, limiting scalability.
Designers are therefore encouraged to minimise fibre blends or use compatible blends (e.g., polyester-based materials) that can be processed together.
Dyes, coatings, and chemical finishes further complicate recyclability. Substances applied for colour, texture, or performance often introduce contamination into recycling streams.
-
Dyes and pigments: Dark or heavily pigmented textiles are difficult to recolour; dye removal requires additional processing.
-
Finishes and coatings: Water-repellent, stain-resistant, anti-wrinkle, and flame-retardant treatments introduce resins, silicones, or PFAS compounds that contaminate recycling processes.
-
Metallic and plasticised finishes: Foils, glitter, and polyurethane coatings are extremely difficult to separate from base textiles.
Emerging innovations include digital and waterless dyeing, bio-based pigments, and recyclable dye systems designed to reduce contamination and improve fibre recovery. Lighter, undyed, or naturally coloured fibres can also improve recycling efficiency by reducing the need for colour stripping.
4. Design Principles for Recyclability
Translating fibre science into practice requires deliberate design strategies. Recyclability is not achieved through material selection alone but through coordinated decisions about construction, trims, colour, finishing, and information systems. This section outlines the core design principles that enable garments to move efficiently through recycling infrastructures while retaining material value.
4.1 Mono-Material Design
Sorting and recycling are significantly more effective when garments are made from mono-material textiles—that is, constructed from a single fibre type such as 100% cotton or 100% polyester. Mono-materiality simplifies identification, sorting, and reprocessing, whether through mechanical or chemical recycling. By contrast, blended materials complicate recovery, as separating fibre types is labour-intensive, technologically complex, and often economically unfeasible.
Designers frequently choose blended fibres for legitimate performance reasons. Blends can enhance comfort, strength, resilience, stretch, or drape. For example, incorporating elastane into cotton denim improves stretch and shape retention, while adding polyester or acrylic to wool increases durability and abrasion resistance. The challenge lies in achieving these functional benefits without compromising future recyclability.
Where possible, garments should be made from a single dominant fibre or from chemically compatible materials that can be processed together. When blends are unavoidable, responsibility shifts toward transparent labelling, documentation, and digital traceability so recyclers can correctly identify compositions at end-of-life.
4.2 Design for Disassembly
Design for disassembly ensures garments can be easily taken apart at end-of-life, allowing components to be recycled or reused separately. When integrated from the outset, disassembly principles reduce labour costs, minimise contamination, and support higher-value recovery.
Designers can facilitate disassembly by:
-
Avoiding adhesives and fused interlinings that permanently bind materials,
-
Using mechanical fasteners—snaps, screws, ties, stitched channels—instead of irreversible joins,
-
Standardising attachment methods so garments can be dismantled predictably.
These strategies also support repairability. The features that allow disassembly for recycling often make garments easier to service or modify during use. In this way, design for disassembly reinforces circular strategies across the product’s entire lifespan.
4.3 Component and Trim Simplification
Material simplification extends beyond fabrics to notions, trims, and accessories. Zippers, buttons, threads, elastics, interfacings, and labels all influence recyclability.
Using compatible trims—for example, 100% polyester zippers paired with polyester garments—allows materials to be processed together without extensive manual separation. Polyester is particularly advantageous because it can be chemically reduced to monomers and reconstructed into virgin-quality fibres when used consistently across the garment.
Even small elements can disrupt recycling streams. Labels and tags made from incompatible substrates complicate processing. More circular alternatives include:
-
Printing care and fibre information directly onto the garment interior,
-
Using labels composed of the same fibre as the primary textile.
By considering every component, designers help ensure garments remain recyclable after reuse, repair, and remanufacturing cycles.
4.4 Color and Finish Considerations
Colour, dyes, and finishing treatments significantly affect recyclability. Substances applied for aesthetic or functional purposes can introduce contamination risks or interfere with fibre breakdown (Baloyi et al., 2023; Egan et al., 2023).
Dyes and pigments:
Dark, heavily saturated, or multi-coloured textiles often require additional processing to neutralise colour during recycling. Because colour consistency is critical for high-quality recycled fibres, heavily dyed textiles frequently enter lower-value streams or are recoloured into darker shades.
Finishes and coatings:
Water-repellent, stain-resistant, anti-wrinkle, and flame-retardant treatments introduce resins, silicones, waxes, or fluorinated compounds (PFAS). These substances may interfere with mechanical or chemical recycling and can introduce toxicity into recycling effluents.
Metallic and laminated finishes:
Foils, glitter, metallic pigments, and polyurethane laminations are particularly problematic. Once applied, they are extremely difficult to remove and can render the base textile non-recyclable.
Innovations in dyeing and finishing technologies offer alternatives. Digital printing, waterless dyeing, and bio-based pigments reduce chemical inputs, while recyclable dye systems allow colours to be more easily stripped during recycling. Choosing undyed, lightly dyed, or naturally coloured fibres can further improve end-of-life recovery.
For designers, colour and finish decisions must balance aesthetics and performance with long-term recovery potential. Prioritising non-toxic and easily removable treatments preserves fibre integrity for future regeneration.
4.5 Labeling and Digital Traceability
Accurate and transparent labelling is essential for effective textile recycling. Clear fibre content information allows facilities to identify materials and determine appropriate processing pathways.
Digital tools such as Digital Product Passports (DPPs) enhance this process by embedding lifecycle data directly into garments. Using QR codes, NFC tags, or RFID chips, DPPs can store:
-
Detailed fibre compositions,
-
Manufacturing and supply chain information,
-
Care, repair, reuse, and recycling instructions.
However, digital identifiers introduce practical challenges. RFID or NFC hardware may need removal prior to recycling, increasing labour and complicating disassembly. Printing QR codes directly onto textiles offers a promising alternative, maintaining transparency without introducing foreign materials.
The EU’s ESPR regulation will require textile products placed on the EU market to include a Digital Product Passport (DPP) (EPRS, 2024). This will strengthen traceability, support standardised recycling systems, and empower consumer s with material information.
By improving sorting accuracy and data transparency, DPPs connect design, production, use, and recovery—ensuring garments are not only recyclable in theory but identifiable within real-world recycling infrastructures.
5. Industry Practices and Standards
Design for recyclability does not operate in isolation; it depends on alignment with industry standards, certification systems, and regulatory frameworks. As circularity becomes embedded in policy and market expectations, third-party verification plays a critical role in ensuring transparency, traceability, and material integrity.
5.1 Certification and Standards
In the transition toward a circular fashion economy, industry certifications and standards verify environmental claims, enable traceability, and align design and production with recyclable practices. By committing to recognised standards, brands and manufacturers demonstrate transparency, support material-recovery infrastructures, and build consumer trust—essential in a sector where circularity requires coordinated supply-chain action.
The following certifications are among the most influential in the textile sector:
**Global Recycled Standard (GRS)
**The Global Recycled Standard (GRS) is a voluntary full-product certification that verifies recycled content in textiles—both pre-consumer and post-consumer—while tracking chain of custody and establishing environmental and social criteria for production (Textile Exchange, n.d.). GRS-certified products must contain at least 20% recycled material and comply with strict chemical management and transparency requirements.
For design for recyclability, GRS ensures that recycled fibres originate from traceable sources and meet defined quality standards. This strengthens confidence in upstream material choices and reduces risks associated with mislabelled or uncertified recycled content.
**Cradle to Cradle Certified® (C2C Certified®)
**Cradle to Cradle Certified® evaluates textiles across full lifecycle criteria, including material health, circular design, water and energy stewardship, and recovery potential (Cradle to Cradle Products Innovation Institute, n.d.). The more recent C2C Certified® Circularity framework is specifically tailored to apparel and textiles, emphasising design for disassembly, recoverability, and system readiness.
For designers, C2C Certified® provides a structured framework for selecting materials and components that are safe and compatible with future recycling pathways. It shifts focus from isolated sustainability attributes to integrated product design.
**OEKO-TEX® STeP (Sustainable Textile & Leather Production)
**OEKO-TEX® STeP certifies production facilities rather than finished products. It evaluates manufacturing processes across chemical management, environmental performance, worker protection, and resource efficiency (OEKO-TEX®, n.d.).
In terms of recyclability, STeP certification helps ensure that production conditions do not compromise future recovery—for example, by limiting hazardous chemical finishes or incompatible dye systems that could contaminate recycling streams. It therefore supports alignment between production practices and circular design goals.
5.2 Application in Practice & Implications for Design
When designers integrate certified materials and recognised sustainability frameworks, several implications emerge for recyclability:
-
GRS certification supports the selection of traceable and chemically compliant recycled fibres, strengthening material integrity in future processing stages.
-
C2C Certified® reinforces the importance of choosing materials, trims, and finishes designed for safe recovery and recirculation.
-
OEKO-TEX® STeP ensures that manufacturing processes do not introduce substances that hinder end-of-life recovery.
Collectively, these certifications reduce greenwashing risks, strengthen credibility with consumers and industry partners, and support compliance with evolving EU regulatory frameworks that increasingly require third-party verification and due diligence.
By integrating certification criteria into the design brief, designers ensure alignment with regulatory demands and create documentation that can be audited transparently. Beyond compliance, standards offer a structured roadmap for responsible innovation. Rather than restricting creativity, they provide a framework within which circular design strategies can be implemented systematically.
6. Design for Recyclability vs. Other Circular Strategies
Recyclability is one of several circular design strategies available to fashion designers. While often presented as a central solution to textile waste, it operates within a broader ecosystem of approaches that address different phases of a garment’s lifecycle. Understanding how recyclability relates to durability, repairability, and biodegradability allows designers to make informed decisions that balance material recovery with performance and longevity.
6.1 Comparative Framework
Circular design strategies address distinct stages of a product’s lifecycle, each aiming to preserve material value, reduce waste, and extend usability. Although their objectives overlap, their methods and end-of-life implications differ. The table below outlines key distinctions among common strategies in fashion design.
| Strategy | Focus | Example |
|---|---|---|
| Durability | Longevity | High-quality stitching, reinforcements |
| Repairability | Maintenance | Modular zippers, replaceable parts |
| Biodegradability | Natural decomposition | 100% organic cotton, no synthetics |
| Recyclability | Material recovery | Mono-material garments |
Each strategy contributes differently to circularity. Durability extends the time garments remain in use. Repairability enables maintenance and restoration. Biodegradability returns materials to the biosphere under appropriate conditions. Recyclability focuses on recovering material value when further use is no longer viable.
6.2 Integration and Trade-offs
In practice, circular strategies frequently intersect—and sometimes conflict. Durability and recyclability, for instance, may require different material solutions. A cotton-polyester blend can enhance strength and comfort but becomes difficult to recycle due to incompatible fibre types. Conversely, a mono-material garment simplifies recovery but may not achieve the same functional performance as a blend.
The objective is not to prioritise one strategy at the expense of others but to identify synergies that allow multiple circular goals to coexist. The Ellen MacArthur Foundation’s Butterfly Diagram clarifies this hierarchy: inner loops—care, maintenance, durability, repair, and reuse—retain the highest material value, while recycling represents a later recovery stage.
Even the most durable garment will eventually reach a point where recycling becomes the most viable option. Designing with this final stage in mind ensures that materials can retain value beyond their initial lifecycle.
A multi-strategy approach offers the most resilient pathway. A garment can be:
-
Durable, through reinforced construction and high-quality materials;
-
Repairable, through modular components and accessible assembly methods;
-
Recyclable, through mono-material construction, simplified trims, and design for disassembly.
Replacing fibre blends with layered mono-material systems—each selected for performance but individually recyclable—provides one solution. This approach maintains durability while preserving material purity for future recovery.
As designers incorporate innovative materials—coated textiles, bio-based synthetics, performance composites—they must assess recyclability from the outset. Functional innovation should not undermine circular integrity. The long-term objective is to embed recyclability within an integrated circular framework, allowing garments to retain value across multiple cycles of use, repair, and material regeneration.
7. Future Directions and Innovation
The evolution of recyclability is closely tied to advances in material science, biotechnology, and digital infrastructure. As traditional recycling systems encounter technical and economic limitations, emerging innovations aim to increase material purity, enable blended-fibre recovery, and integrate traceability across the textile lifecycle. The future of design for recyclability therefore depends not only on better materials, but on smarter systems.
7.1 Material and Technological Innovation
**Bio-based synthetics
**Bio-based synthetics are emerging as alternatives to fossil-fuel-derived fibres. Produced from renewable feedstocks such as corn, sugarcane, algae, or bacterial fermentation, these materials are engineered to replicate the performance of conventional synthetics like polyester or nylon.
Some bio-based fibres are also designed to be biodegradable, offering potential reductions in microplastic pollution and reliance on chemical-intensive recycling processes. However, performance limitations remain. Currently, polylactic acid (PLA) is the only fully bio-based synthetic fibre available at commercial scale. While PLA biodegrades under controlled composting conditions, it does not yet meet the durability, elasticity, or moisture-management requirements of many apparel applications (Joint Research Centre, 2024).
Research into polyhydroxyalkanoates (PHA) and bio-PET may provide higher-performance alternatives, potentially enabling synthetics that are recyclable, biodegradable, and functionally comparable to petroleum-based fibres.
**Enzymatic recycling
**Enzymatic recycling applies biological processes to material recovery. Using naturally occurring or engineered enzymes, polymers can be broken down through biological depolymerisation, enabling selective separation of blended fibres (Egan et al., 2023).
Cotton–polyester blends—representing a significant proportion of global textile production—pose major challenges for conventional recycling. Enzymatic systems can selectively degrade cellulose while leaving polyester intact, producing purified streams that can be regenerated into new textiles.
As enzymatic recycling moves toward pilot-scale implementation, its potential to address blended-fibre waste is substantial. If scaled effectively, it could transform one of the most persistent technical barriers to circular textile systems.
**Closed-loop mechanical recycling and AI-based sorting
**One of the most significant bottlenecks in textile recycling remains sorting accuracy. Without reliable identification of fibre composition and construction, large volumes of textiles are downcycled or discarded.
AI-driven systems such as Valvan’s Fibersort and Trimclean address this challenge by detecting fibre composition, colour, texture, seams, embellishments, and coatings. Using:
-
Near-infrared spectroscopy,
-
High-resolution imaging,
-
Machine-learning algorithms,
these systems achieve sorting precision beyond manual methods. Improved material purity increases both the yield and quality of recycled fibres.
By integrating automation and artificial intelligence, closed-loop recycling becomes more viable at scale, supporting the infrastructure required for a traceable textile economy (Texpertise Network, 2024).
7.2 Digital Systems and Traceability
Digitalisation is increasingly central to circular fashion systems. Technologies such as blockchain, Digital Product Passports (DPPs), and AI-assisted design tools create data flows that connect raw material sourcing with end-of-life recovery.
Blockchain and digital product passports
Blockchain provides a secure, decentralised system for documenting each stage of a garment’s lifecycle—from fibre sourcing and dyeing to assembly, distribution, and collection. Because blockchain records are immutable, they support verifiable claims within complex global supply chains.
Digital Product Passports operationalise this information through scannable data carriers such as QR codes, NFC tags, or RFID chips embedded within garments. DPPs may contain:
-
Fibre composition and finishes,
-
Manufacturing data and supply chain traceability,
-
Repair and reuse guidance,
-
Recycling and disposal instructions.
For recyclers, DPPs enable rapid material identification. For consumers and brands, they increase transparency across the lifecycle.
AI-assisted design tools
Digital platforms such as CLO and Browzwear, alongside emerging AI-supported systems, allow sustainability metrics to be integrated directly into the design process. These tools can model:
-
Fibre-level recyclability,
-
Fabric performance,
-
Lifecycle impacts,
-
Carbon and water footprints,
-
End-of-life compatibility.
In future systems, DPP and blockchain data may feed directly into design environments, creating feedback loops where recycling outcomes inform new product development. Such integration establishes a digital architecture in which materials are traceable, recoverable, and continuously optimised for circularity.
Key Insights
-
Recyclability is determined primarily at the design stage.
-
Mono-material construction significantly improves recovery potential.
-
Fibre blends, elastane content, and chemical finishes remain major barriers to recycling.
-
Mechanical, polymer, and monomer recycling operate at different value-retention levels.
-
Design for disassembly reduces contamination and labour at end-of-life.
-
Certification systems (GRS, C2C, OEKO-TEX® STeP) support transparency and system alignment.
-
AI-based sorting and enzymatic recycling may transform blended-textile recovery.
-
Digital Product Passports will become central to traceable circular systems.
-
Recyclability must be integrated with durability and repairability within a multi-strategy approach.
-
Effective circular design requires material literacy, traceability, and systems thinking.
Summary
The fashion system is transitioning from a linear take–make–dispose model toward circular frameworks centred on design–use–recover–renew. At the centre of this transition stands the designer, whose decisions influence not only aesthetics and performance but also the environmental trajectory of each garment.
Research indicates that most of a product’s environmental impact is determined during the design phase. Choices regarding fibre composition, construction, finishes, repairability, and end-of-life potential shape future recovery pathways.
Design for recyclability is therefore not merely technical; it is a practice of foresight and responsibility. It requires designers to anticipate how garments will be worn, maintained, and ultimately reintroduced into material cycles.
Three foundational pillars support this approach:
-
Material literacy enables informed fibre and finish selection compatible with recycling technologies.
-
Product traceability, supported by labelling and digital systems such as DPPs, ensures garments can be accurately identified and processed.
-
Systems thinking situates design within a broader ecosystem of manufacturers, recyclers, consumers, and policymakers.
Recyclability should not be treated as a corrective measure applied after production. Instead, it must be embedded at the beginning of the creative process. Strategies such as mono-material construction, trim simplification, design for disassembly, and transparent labelling reflect a broader principle: responsible design anticipates renewal.
As these principles become integrated into practice, fashion moves closer to a regenerative model in which materials circulate continuously, waste is minimised, and creativity contributes to ecological resilience.
References:
Astri Recycling. (n.d.). Prato: Capital of the regenerated. Retrieved October 28, 2025, from https://astrirecycling.it/en/prato-capital-of-the-regenerated/
Baloyi RB, Gbadeyan OJ, Sithole B, Chunilall V. Recent advances in recycling technologies for waste textile fabrics: a review. Textile Research Journal. 2023;94(3-4):508-529. doi:10.1177/00405175231210239
Circle Economy. (n.d.). Circ’s chemical technology recycles poly-cotton blended fibres while preserving fibre integrity. Retrieved October 28, 2025, from https://knowledge-hub.circle-economy.com/article/8966
Close the Loop. (n.d.). End of life. Retrieved October 28, 2025, from https://www.close-the-loop.be/en/phase/3/end-of-life#tab-26
Corertex. (n.d.). History of the Prato district. Retrieved October 28, 2025, from https://corertex.it/en/history-of-the-prato-discrict/
Cradle to Cradle Products Innovation Institute. (n.d.). The standard. Retrieved October 28, 2025, from https://c2ccertified.org/the-standard
Egan, J., Wang, S., Shen, J., Baars, O., Moxley, G., & Salmon, S. (2023). Enzymatic textile fiber separation for sustainable waste processing. Resources, Environment and Sustainability, 13, 100118.
Ellen MacArthur Foundation. (2017). A new textiles economy: Redesigning fashion’s future.
Ellen MacArthur Foundation (2023). Circular Design Principles for Apparel.
Ellen MacArthur Foundation. (2024). Pushing the boundaries of EPR policy for textiles.
EPRS, European Parliamentary Research Service. (2024, June). Digital product passport for the textile sector (Study PE 757.808). European Parliament. Retrieved from https://www.europarl.europa.eu/RegData/etudes/STUD/2024/757808/EPRS_STU(2024)757808_EN.pdf
European Commission. (2022). EU Strategy for Sustainable and Circular Textiles.
Joint Research Centre. (2024, March 20). Unlocking the potential of bio-based textiles. European Commission. Retrieved October 28, 2025, from https://joint-research-centre.ec.europa.eu/jrc-explains/unlocking-potential-bio-based-textiles_en
Mindful Fashion New Zealand. (n.d.). Circular design strategy 4: Design for recyclability. Retrieved October 28, 2025, from https://mindfulfashion.co.nz/circular-design-award/learn/circular-design-strategy-4-design-for-recyclability
OEKO-TEX®. (n.d.). OEKO-TEX® STeP. Retrieved October 28, 2025, from https://www.oeko-tex.com/en/our-standards/oeko-tex-step
Recovo. (n.d.). What is the difference between recycling and upcycling in fashion? Retrieved October 28, 2025, from https://recovo.co/en/blog/article/what-is-the-difference-between-recycling-and-upcycling-in-fashion
Redress. (n.d.). Design for recyclability. Retrieved October 28, 2025, from https://www.redressdesignaward.com/academy/resources/guide/design-for-recyclability
Texpertise Network. (2024, May 6). Automated textile recycling: AI for a more sustainable future. Messe Frankfurt. Retrieved October 28, 2025, from https://texpertisenetwork.messefrankfurt.com/frankfurt/en/news-stories/stories/automated-textile-recycling-ai.html
Textile Exchange (2023). Preferred Fiber & Materials Market Report.
Textile Exchange. (n.d.). Recycled Claim Standard (RCS) and Global Recycled Standard (GRS). Retrieved October 28, 2025, from https://textileexchange.org/recycled-claim-global-recycled-standard/
Textile Recycling Association. (n.d.). History. Retrieved October 28, 2025, from https://www.textilerecyclingassociation.org/about/history/
The IK Foundation. (n.d.). Second-hand clothes: The rag trade. Retrieved October 28, 2025, from https://www.ikfoundation.org/itextilis/second-hand-clothes-the-rag-trade.html